Способы производства
стеклопластиковых труб
Стеклопластиковые
трубы производятся следующими способами:
·
трубы, изготавливаемые методом
центробежного формования;
·
трубы, изготавливаемые методом
непрерывной намотки;
·
трубы, изготавливаемые методом
периодической намотки.
Наименее
распространен в мире метод периодической намотки, перенятый с предприятий
оборонной промышленности. Данный способ мало используется в мире и им
изготавливаются в основном стеклопластиковые трубы на эпоксидном связующем.
Метод непрерывной намотки
Большинство
стеклопластиковых труб в мире изготавливаются методом непрерывной намотки
стекловолокна со связующим компонентом (таким, как полиэфирная или эпоксидная
смола) на оправку. После намотки труба отверждается, снимается с оправки,
испытывается и отгружается заказчику.
Труба
изготавливается с применением, так называемой "шагающей" оправки и
ступенчатого процесса охлаждения. Движущиеся в продольном направлении сектора
оправки продвигают намотанную трубу через печи, в которых производится ее предварительная
термообработка, труба сходит с оправки и окончательно отверждается в
последующих печах. Разрезка трубы абразивным "алмазным" кругом на
необходимую длину.
Технологический
процесс изготовления стеклопластиковых труб и фасонных изделий заключается в
послойном нанесении (на стальную оправку) стекломатериалов, пропитанных смолой
«холодного» отверждения. Тип смолы выбирается в соответствии со свойствами
транспортируемой по трубопроводу среды. Схема армирования определяется в
результате расчета, выполненного в соответствии с международными стандартами
ASTM/AWWA на основании заданных условий монтажа и эксплуатации трубопровода.
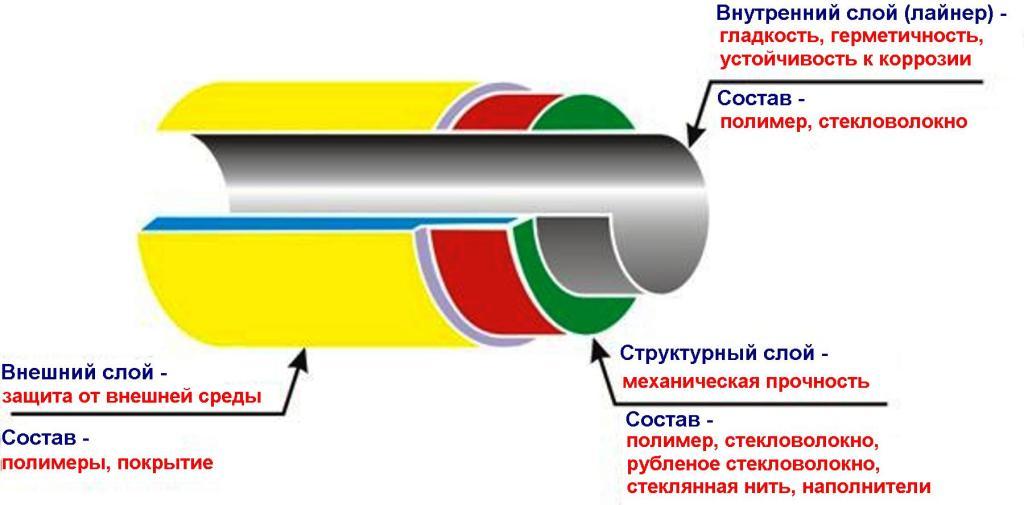
После
полимеризации образуется монолитная, инертная и высокопрочная структура со
стенкой следующего строения:
1. Стеклопластиковый (армированный термореактивный) лайнер
(внутренняя стенка).
Обеспечивает герметичность и стойкость к воздействию
агрессивной и/или абразивной среды, транспортируемой по трубопроводу.
Абсолютная шероховатость внутренней стенки составляет 23 мкм.
2. Силовой стеклопластиковый слой
Обеспечивает механическую прочность при совместном действии
внутренних и внешних нагрузок в процессе эксплуатации трубопровода.
3. Внешний слой (гель-коут).
Обеспечивает гладкость внешней поверхности и стойкость к
воздействию влаги, атмосферных явлений, ультрафиолетовых лучей и химических
веществ.
Комплексы для изготовления
стеклопластиковых труб, емкостей и других тел вращения по технологии намотки
состоят из оборудования следующих основных типов:
- секция подачи стеклянного
ровинга,
- установка для
приготовления связующего: смесь полиэфирная смола - катализатор или другой
тип связующего,
- ванна с связующим –
катализированной полиэфирной смолой или другим типом смолы, через которую
проходят и смачиваются нити ровинга,
- секция намотки с валами
вращения, размер которых определяет диаметр конечного изделия из
стеклопластика,
- органы управления
оборудованием для намотки.
Преимущества применения труб, изготовленных
по технологии непрерывной намотки:
- высокая удельная прочность;
- малая масса: до 4 раз
легче стальных труб;
- высокая коррозионная
стойкость;
- высокая надежность и
долговечность;
- минимальные затраты на
монтаж и обслуживание, высокая ремонтопригодность;
- малое гидравлическое
сопротивление, отсутствие "зарастания" внутреннего диаметра;
- экологическая чистота
транспортируемых продуктов. Имеется гигиенически сертификат;
- длительный срок
эксплуатации труб: в зависимости от конкретных условий - от 20 до 60 лет
без ремонта.
Метод центробежного формования
Другим
способом изготовления стеклопластиковых труб является центробежное формование –
технология, предложенная фирмой Hobas. Процесс производства этих труб протекает
в направлении от наружной поверхности к внутренней, с применением вращающейся
формы. Труба изготавливается из рубленых стеклянных волокнистых жгутов
(ровингов), полиэфирной смолы и песка.
Методом
центробежного формования изготавливаются стеклопластиковые трубы из полиэфирных
смол, армированных рубленым стекловолокном, и активного наполнителя путем
подачи сырьевых материалов по вращающуюся матрицу, в результате чего образуется
структура трубы с внешнего слоя. В процессе производства твердые материалы,
стекловолокно и наполнитель добавляются в жидкую смолу. Процесс полимеризации
смолы происходит под действием катализатора и дополнительно ускоряется путем
нагрева. Благодаря трехмерным пространственным химическим связям, процесс
полимеризации смолы необратим. Таким образом, стеклопластик (GRP) является
термоустойчивым материалом, сохраняющим пространственную стабильность при
повышенной температуре окружающей среды.
Стеклопластиковые
трубы, изготовленные методом центробежного формования используются следующих
целях:
- оборудование канализации;
- дренаж;
- прокладка трубопроводов
для доставки питьевой воды;
- трубопроводы для полива и
ирригации;
- оборудование
гидроэлектростанций;
- монтаж систем отопления и
охлаждения;
- прокладка промышленных
трубопроводов.
Для укладки
стеклопластиковых труб применяются следующие способы:
- укладка открытым
способом.
- надземная укладка.
- метод протаскивания - релайнинг.
- метод оборудования микротоннеля
- прокол.




 МАШИНА ДЛЯ НАВИВКИ ТЕПЛООБМЕННИКОВ МН-3500М
МАШИНА ДЛЯ НАВИВКИ ТЕПЛООБМЕННИКОВ МН-3500М